



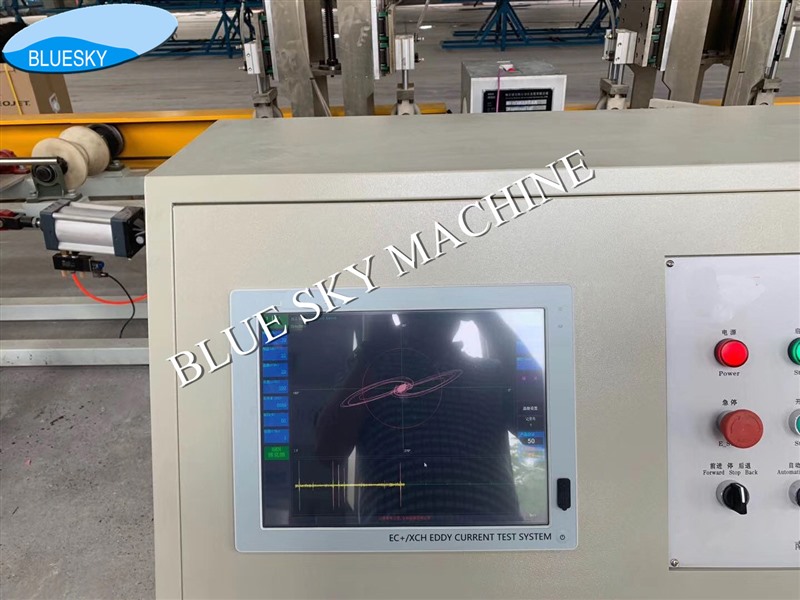
⑴ Touch screen operation, convenient and fast.
⑵ Frequency range: 100Hz ~ 1MHz, 0.1 step continuously adjustable.
⑶ Gain range: 0.0 ~ 99.0dB, continuously adjustable, step :0.1.
⑷ Phase rotation: 0 ~ 359° continuous adjustable, step: 1.
⑸ Delay hardware output alarm, real-time hardware output alarm.
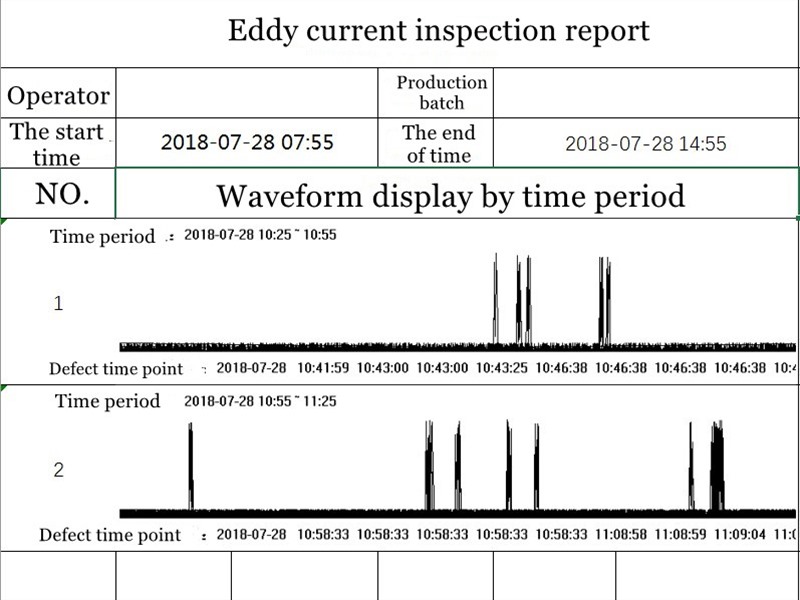
⑹ Automatic formation of detection report.
⑺ Digital filtering: low pass (0Hz ~ 10000Hz) ;high pass (0Hz ~ 2000Hz); Effectively suppress the field interference signal.
⑻ Stability: 8 hours ≤ 2dB.
⑼ Various display modes: impedance; time base.
⑽ Impedance diagram range: 5 levels adjustable.
⑾ Synchronized input/output for internal and external clock control.
⑿ Sampling rate: 1-200000 SPS, adjustable.
⒀ Probe drive: 1% ~ 100% adjustable.
⒁ Can store a large number of various testing procedures and testing data.
⒂ Channels can drive different forms of detection probes separately.
⒃ Chinese, English, German, Korean, Japanese, French, Portuguese, Spanish, Russian, traditional and Arabic operating languages can be switched freely, online remote help.
⒄ Automatic calendar and time display.
⒅ Power supply: 2000-240 V (- 20% ~ + 20%) 50 Hz ± 10%.
⒆ Environment temperature: -10—45℃.
⒇ Environmental humidity: ≤85%.
Equipment layout
⑴ Equipment size : 28000mm*5000mm
⑵ Electrical control console

⑶ Feeding rack

⑷ Blanking rack

⑸ Eddy current host

⑹ Touch screen eddy current flaw detector
Equipment configuration
⑴ Power
Power supply | 380V / 50 Hz |
Power | 7 kw |
Gas source | 0.4-0.6 MPa |
Gas pipe diameter | Φ 6 and Φ8 mm |
⑵ Accessories brand
NO. | Name | Brand |
1 | Programmable logic device PLC | Siemens Germany |
2 | Touch screen | Siemens Germany |
3 | Frequency converter | Siemens Germany |
4 | Encoder | Omron Japan |
5 | Contactors, relays | Zhejiang zhengtai |
6 | Operating table | Nanjing Bokner |
7 | V-type iron clad rubber wheel | Nanjing Bokner |
8 | Eddy current flaw detection software | Nanjing Bokner |
9 | Eddy current host | Nanjing Bokner |
10 | Tablet computer | Nanjing Bokner |
11 | Probe | Nanjing Bokner |
Inspection of mechanical and electrical processes
⑴ Feeding platform and feeding device : Feeding trestle main consideration its bearing capacity and the impact of the steel tube feeding for equipment, according to the largest Φ219 mm steel pipe storage, loading stand the bearing capacity of more than 6 tons. The feeding platform is 6 meters long and about 2 meters wide. Adopt the turning plate to feed, so that the feeding plate can automatically dial the material.
⑵ Output roller table : Each drive roller adopts iron coated rubber wheel. The roller table is composed of feeding and unloading transmission, and the steel pipe is fed into the testing area and the feeding trough at a steady and uniform speed. The length of the transmission roller table is 28 meters in total.
⑶ Electric control system : The whole electrical control system is installed in a separate electrical cabinet, which is used to control the pipe transmission of the flaw detection equipment, realize automatic loading and unloading, sorting, defect signal alarm, automatic marking, so that the equipment can complete the automatic flaw detection.
⑷ Blanking tank, blanking device, automatic separation mechanism: It is composed of feeding mechanism, qualified product platform, waste tank, sorting device, etc. After the workpiece under test is tested, the workpiece under test will be automatically removed from the roller table and dropped into the qualified product platform or waste tank depending on whether the workpiece has defects or not. The feed groove adopts soft landing, which can effectively prevent the measured workpiece from a collision. When the measured workpiece is qualified, the blanking plate moves, and the workpiece rolls into the qualified product platform; When the steel pipe test is not qualified, blanking plate action, sorting rod automatic sorting, steel pipe rolling into the waste tank; When unqualified material is taken, the shorting bar is lifted to the vertical position and the unqualified steel pipe is hoisted away by the crane.
⑸ Marking controller: In the detection process, if you want to mark the defect position because the probe and the marking machine is a certain distance, so after the alarm needs to delay a certain time in marking. In addition, when the probe detects a defect, if the defect has not reached the marking machine, there may be other defects, so the marking delay unit should also have a memory function.
⑹ Detection host: Including lifting guide seat, probe box, pressure wheel frame, marking device.
Consumption index and conditions of public facilities
⑴ Power consumption: the installed power capacity of the flaw detection equipment is about 10KW, but the power consumption of the flaw detection process is 5KW, and the other power consumption is auxiliary equipment. And most of the time does not run under full load state accounts for about 40%, so the daily consumption is: 8x5x40% = 16 degrees).
⑵ Gas: daily consumption of compressed air: consumption per minute: 0.08m³/min, 0.08x60x8= 38.4m³.
⑶ Electricity: Power supply: 1) AC 5KW ±10% 50Hz±1Hz.
2) AC 380V ±10% 50Hz±1Hz.
Control power supply: AC 220V±10% (such as DC24V for self-supply).
⑷ Compressed air : Pressure: 0.4 ~ 0.6Mpa.
Temperature: ≤40℃.
⑸ Temperature in the workshop: Minimum winter temperature: -11℃.
Maximum summer temperature: +40.3℃.